


Sikaflex®-256
Sikaflex®-256 is a cold applied Automotive Glass Replacement adhesive which can be easily applied with manual application guns. Sikaflex®-256 has a long open time and thus it ensures a safe application even under warm conditions.
- Easy to extrude with manual application gun
- Good bead stability and non-sag properties
- Automotive OEM Quality
PRODUCT BENEFITS
- Easy to extrude with manual application gun
- Good bead stability and non-sag properties
- Automotive OEM Quality
Usage
Sikaflex®-256 is suitable for experienced users only.This product and related process information is designed for Automotive Glass Replacement. For other applications, tests with actual substrates and conditions have to be performed to ensure adhesion and material compatibility.
Packaging
| Cartridge | 300 ml |
| Unipack | 400 ml 600 ml |
Product Details
| Chemical base | 1-component polyurethane | |
| Colour (CQP001-1) | Black | |
| Cure mechanism | Moisture-curing | |
| Density (uncured) | 1.2 kg/l | |
| Non-sag properties | Good | |
| Application temperature | product ambient | 5 ─ 40 °C 5 ─ 40 °C |
| Skin time (CQP019-1) | 40 minutes A | |
| Open time (CQP526-1) | 30 minutes A | |
| Curing speed (CQP049-1) | See diagram 1 | |
| Shore A hardness (CQP023-1 / ISO 48-4) | 50 | |
| Tensile strength (CQP036-1 / ISO 527) | 7 MPa | |
| Elongation at break (CQP036-1 / ISO 527) | 400 % | |
| Tear propagation resistance (CQP045-1 / ISO 34) | 11 N/mm | |
| Tensile lap-shear strength (CQP046-1 / ISO 4587) | 5 MPa | |
| Minimum Drive Away Time (cars) according FMVSS 212 (CQP511-1) | with airbag | 6 hours A/B |
| Shelf life | 12 months C |
| CQP = Corporate Quality Procedure | A) 23 °C / 50 % r. h. | B) details about MDAT contact Sika | C) storage below 25 °C |
CURE MECHANISM
Sikaflex®-256 cures by reaction with atmospheric moisture. At low temperatures the water content of the air is generally lower and the curing reaction proceeds somewhat slower (see diagram 1).
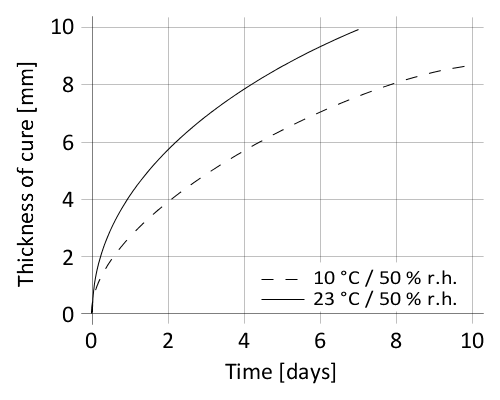
Diagram 1: Curing speed Sikaflex®-256
CHEMICAL RESISTANCE
Sikaflex®-256 is generally resistant to fresh water, seawater, diluted acids and diluted caustic solutions; temporarily resistant to fuels, mineral oils, vegetable and animal fats and oils; not resistant to organic acids, glycolic alcohol, concentrated mineral acids and caustic solutions or solvents.
Application
Surface Preparation
Surfaces must be clean, dry and free from grease, oil, dust and contaminants.
The bond faces must be treated according Sika's Black-Primerless or All Black installation process. Further information on the application and use of Pre-treatments, can be found in the corresponding Product Data Sheet.
Glass without ceramic coatings need proper UV protection.
Application
It is recommended to apply the adhesive with a piston-type application gun. Sikaflex®-256 can be applied with quality manual application guns.
Consider that the viscosity will increase at low temperature. For easy application, condition the adhesive at ambient temperature prior to use.
To ensure a uniform thickness of the bondline it is recommend to apply the adhesive in form of a triangular bead (see figure 1).
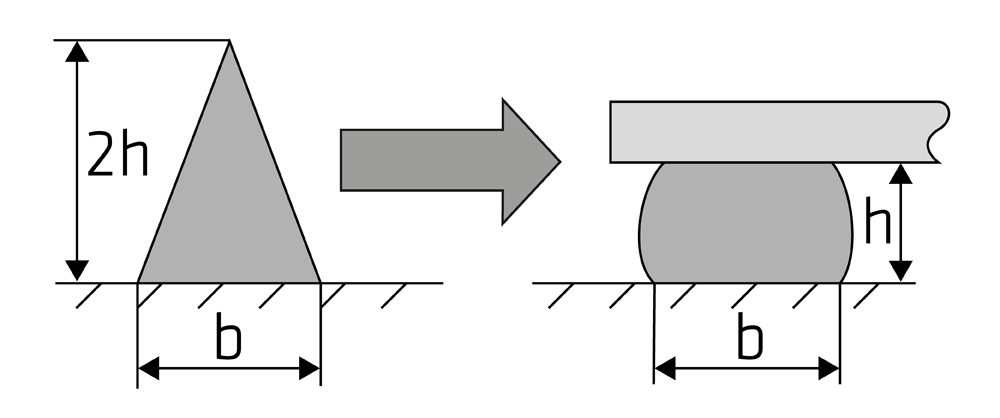
Figure 1: Compressing adhesive bead to final size
The open time is significantly shorter in hot and humid climate. The glass must always be installed within the open time. Never install a glass after the product has built a skin.
Removal
Uncured Sikaflex®-256 can be removed from tools and equipment with Sika® Remover-208 or another suitable solvent. Once cured, the material can only be removed mechanically. Hands and exposed skin have to be washed immediately using hand wipes such as Sika® Cleaner-350H or a suitable industrial hand cleaner and water. Do not use solvents on skin!